zx7200电焊机维修是一项需要专业知识和经验的技术工作,该型号电焊机作为工业常用设备,其核心功能是通过大电流实现金属材料的焊接,长期使用后可能出现各类故障,维修过程中需遵循安全规范,首先切断电源并确保电容完全放电,避免触电风险,以下从常见故障现象、原因分析及维修步骤三个方面展开详细说明。

常见故障现象及原因分析
-
无法启动或指示灯不亮
此类故障通常与电源输入部分相关,可能原因包括:电源开关损坏、保险管熔断、输入线路断路或电源板元件故障,使用万用表测量输入电压是否正常,检查保险管是否发黑或熔断,若保险管损坏需进一步排查整流桥、滤波电容等元件是否存在短路。 -
输出电流不稳定或过小
输出电流异常多与主回路或控制电路有关,主回路中,大功率晶闸管(SCR)可能因过流击穿或触发不良,导致输出功率不足;控制电路中,脉冲触发板故障、给定电位器接触不良或反馈信号异常,均会引起电流波动,需使用示波器检测触发脉冲是否正常,测量晶闸管门极电压,必要时更换损坏的晶闸管或触发板。 -
焊接过程中出现异常噪音或过热
机械噪音多源于风扇故障或变压器松动,需检查风扇轴承是否缺油、扇叶是否变形,并紧固变压器螺丝,过热问题则通常由散热系统故障或负载过大引起,重点检查散热片是否堵塞、温控开关是否误动作,以及风机是否正常运转。 -
电弧不稳定或断弧
此类故障多与输出回路或焊接参数设置有关,可能原因包括:输出电缆接头松动、换向开关接触不良、工件接地不良,或电抗器匝间短路,需检查电缆连接点是否氧化,打磨接触面,测量换向开关电阻,必要时更换电抗器。 (图片来源网络,侵删)
(图片来源网络,侵删)
维修步骤与操作规范
-
安全检查与初步诊断
维修前必须切断电源,使用放电棒对主滤波电容放电,确认无残余电压后开始检修,通过询问用户了解故障发生时的现象,观察设备外观是否有烧焦、异味等痕迹,初步判断故障范围。 -
电源板检测
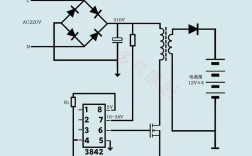
拆开机壳后,首先检查电源板保险管是否完好,使用万用表测量整流桥输出直流电压(正常约为380V×1.414≈537V),若电压异常,需检查压敏电阻、滤波电容是否击穿,以及开关电源芯片(如UC3842)及其周边元件是否损坏。 -
主回路与控制电路排查
主回路重点检测晶闸管:用万用表二极管档测量阳极与阴极、门极与阴极之间的电阻,正向阻值应较小,反向阻值应无穷大,否则需更换同型号晶闸管,控制电路中,检查触发脉冲是否有锯齿波或方波信号,脉冲变压器是否开路,给定电位器阻值是否线性变化。 -
散热系统与机械部件检查
清理散热片灰尘,检查风机转速是否正常,若风机不转需测量风机供电电压(通常为DC24V),更换损坏的风机,检查变压器、电抗器等元件是否有异常振动或过热痕迹,紧固松动螺丝。 -
负载测试与参数校准
故障元件更换后,需进行空载和负载测试,空载时输出电压应稳定在60-80V,负载时通过电流表监测输出电流是否与设定值一致,必要时校准电位器使电流输出精度达到±5%以内。
维修注意事项
- 元件代换原则:更换晶闸管、二极管等功率元件时,必须选用同型号或参数更高的元件,确保耐压值、电流等级符合要求。
- 焊接工艺:维修后的接线需采用焊接或压接方式,避免虚焊,高压部分需套绝缘管防止短路。
- 记录与总结:详细记录故障原因、更换元件及维修过程,便于后续故障排查和设备保养。
相关问答FAQs
Q1:zx7200电焊机开机后风机不转但有输出,是否影响使用?
A:风机不转会导致散热不良,即使当前有输出,长时间运行可能因过热损坏晶闸管或变压器,需立即停机检查风机供电线路或更换风机,确保散热系统正常工作后再使用。
Q2:维修后设备输出电流偏小,但触发脉冲正常,可能是什么原因?
A:除触发脉冲外,还需检查主回路直流母线电压是否正常(过低会导致输出功率不足),以及输出电缆截面积是否符合要求(电缆过细会增加压降),若直流电压正常,则可能是晶闸管导通角不足或电抗器故障,需进一步检测晶闸管门极驱动信号和电抗器通断情况。