电子组装技术是现代电子制造业的核心环节,涵盖了将电子元器件精确安装到印制电路板(PCB)上,并通过连接技术实现电气功能的全过程,随着电子设备向小型化、高密度、高可靠性方向发展,电子组装技术不断演进,形成了从传统通孔插装(THT)到表面贴装(SMT)再到先进封装的多层次技术体系,本文将系统梳理电子组装技术的关键环节、核心方法、发展趋势及面临的挑战,并辅以数据对比说明其技术特点。

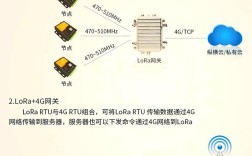
电子组装技术的核心在于实现元器件与基板的可靠连接,主要分为通孔插装技术和表面贴装技术两大类,通孔插装技术是最早期的组装方式,其通过元器件引线插入PCB的预钻孔中,再通过波峰焊或手工焊接实现固定,该技术的优势在于机械强度高、可靠性好,适合大尺寸、重量重的元器件(如变压器、大功率电容),其缺点也十分显著:钻孔工序耗时、PCB面积利用率低(约60%-70%)、无法满足高密度布线需求,随着电子产品轻量化、微型化趋势加剧,通孔插装技术逐渐被表面贴装技术取代,SMT将元器件直接贴装在PCB表面,通过回流焊实现焊接,其PCB面积利用率可达90%以上,组装密度提升3-5倍,且高频特性更优,目前已成为消费电子、通信设备等领域的主流技术。
在SMT技术基础上,电子组装进一步向高密度互连(HDI)和三维(3D)封装方向发展,HDI技术采用微盲孔、埋孔等工艺,在PCB层间实现精细布线,线宽/线距可降至30μm/30μm以下,显著提升信号传输速度和抗干扰能力,广泛应用于智能手机、5G基站等高端设备,3D封装则通过芯片堆叠(如SiP系统级封装)和硅通孔(TSV)技术,在垂直方向上集成多个芯片,大幅减小封装体积,提升集成度,苹果手机处理器采用SiP封装,将CPU、GPU、内存等多个芯片集成在单一封装体内,其性能密度较传统封装提升2-3倍,无铅焊接技术因环保要求成为主流,Sn-Ag-Cu(SAC)合金焊料替代传统Sn-Pb焊料,但焊接温度升高(约250℃ vs 230℃)对PCB耐热性和元器件可靠性提出更高要求。
自动化与智能化是电子组装技术发展的另一重要趋势,全自动贴片机(SMT贴片机)的贴装速度已达到每小时20万片以上,定位精度±25μm,满足高密度组装需求,AOI(自动光学检测)、X-Ray检测等在线检测技术可实时焊接缺陷,如虚焊、连桥等,缺陷检出率超过99%,工业互联网技术逐步应用于组装产线,通过传感器实时监控温度、湿度、振动等参数,结合大数据分析优化工艺参数,将不良率控制在50ppm以下,电子组装仍面临诸多挑战:一是异质材料集成难题,如硅芯片、有机基板、金属引线的热膨胀系数(CTE)不匹配,易导致热疲劳失效;二是微尺度焊接可靠性,当焊点尺寸小于100μm时,空洞、裂纹等缺陷风险显著增加;三是成本与性能的平衡,先进封装技术虽提升性能,但设备投入和工艺成本成倍增长,需根据产品需求合理选择技术路径。
为更直观对比不同组装技术的特点,以下表格列举了THT、SMT和HDI的关键参数:

| 技术类型 | 元器件安装方式 | PCB面积利用率 | 线宽/线距 | 焊接方式 | 典型应用领域 |
|---|---|---|---|---|---|
| 通孔插装(THT) | 引线插入预钻孔 | 60%-70% | ≥200μm | 波峰焊/手工焊 | 工业控制、电源模块 |
| 表面贴装(SMT) | 表面贴装 | 85%-95% | 100-150μm | 回流焊 | 消费电子、通信设备 |
| HDI | 微盲孔/埋孔连接 | 90%-98% | 30-50μm | 激光钻孔/电镀 | 智能手机、医疗设备 |
电子组装技术将向“更小、更快、更智能”方向持续演进,5G、物联网(IoT)等驱动下,毫米波器件、柔性电子等新型元器件对组装精度提出更高要求,需开发纳米级精密贴装技术和低温共晶焊接工艺;人工智能(AI)与机器学习将深度融入组装工艺,通过数字孪生技术实现虚拟调试和工艺预测,缩短研发周期,绿色制造理念推动无铅无卤材料、节能型焊接设备的应用,降低电子组装的环境影响。
相关问答FAQs
Q1:电子组装中SMT与THT技术的主要区别是什么?
A1:SMT(表面贴装技术)与THT(通孔插装技术)的核心区别在于元器件安装方式和PCB结构,SMT将元器件直接贴装在PCB表面,通过回流焊焊接,具有高密度、小型化、高频特性好的优点,适用于消费电子等轻量化产品;THT则通过元器件引线插入PCB预钻孔,波峰焊焊接,机械强度高,适合大尺寸、重量重的工业设备,SMT的PCB面积利用率(85%-95%)显著高于THT(60%-70%),但THT在散热和可靠性方面仍有优势。
Q2:无铅焊接技术对电子组装工艺有哪些影响?
A2:无铅焊接技术因环保要求替代传统Sn-Pb焊料,主要带来三方面影响:一是焊接温度升高(SAC焊料熔点约217℃,比Sn-Pb焊料高30-40℃),需选用耐高温的PCB基材和元器件,可能增加热应力风险;二是焊料润湿性变差,需优化助焊剂配方和回流焊曲线,避免虚焊、连桥等缺陷;三是成本上升,无铅焊料价格较高,且设备需改造以适应高温工艺,但长期来看符合绿色制造趋势,可减少重金属污染。