RFID工业自动技术作为现代工业自动化体系中的核心组成部分,通过无线电波实现非接触式数据读写,将传统工业生产中的信息孤岛转化为互联互通的智能网络,深刻改变了制造业的运营模式,该技术以RFID标签作为信息载体,结合读写器、中间件及后台管理系统,构建了从物料追踪到成品交付的全流程数据闭环,成为工业4.0和智能制造落地的关键技术支撑。

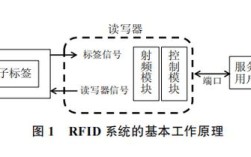
在技术架构层面,RFID工业自动系统主要由三部分构成:一是RFID标签,分为被动式、主动式与半被动式,其中被动标签因无需电池供电、成本低廉,在工业场景中应用最为广泛,可附着于托盘、零部件、工具等载体上,存储唯一ID号、生产批次、工艺参数等关键数据;二是读写器,分为固定式与手持式,固定式读写器通常部署在产线关键节点,实现24小时不间断数据采集,而手持式设备则用于灵活盘点与巡检,支持UHF、HF等多种频段以适应不同工业环境;三是中间件与管理系统,中间件负责数据过滤、协议转换与事件触发,将原始读写器数据转化为结构化信息,再通过MES(制造执行系统)、ERP(企业资源计划)等平台实现生产调度、质量追溯与库存管理的智能化协同。
实际应用场景中,RFID工业自动技术展现出多维度的价值,在生产制造环节,通过在工装夹具上安装RFID标签,可实现刀具寿命实时监控与自动更换提醒,某汽车零部件厂商引入该技术后,设备故障停机时间减少32%;在仓储物流领域,RFID通道机可批量读取托盘标签,实现入库、出库、盘点秒级完成,某电商物流中心应用后,仓储效率提升5倍,差错率降至0.01%以下;在质量追溯方面,每个产品搭载的RFID标签记录从原材料到成品的全生命周期数据,当出现质量问题时,可在10秒内定位问题环节,大幅降低召回成本,RFID技术还广泛应用于资产追踪、人员安全监控、智能仓储机器人导航等场景,形成覆盖“人、机、料、法、环”的全方位管理网络。
技术优势方面,RFID相较于传统条码技术具有显著突破:首先是非接触式批量读取,支持多标签同时识别,读取速度可达每秒200个以上,且穿透性强,可穿透非金属材质如纸箱、木材等;其次是数据可重复擦写,标签信息可根据生产流程动态更新,适应柔性制造需求;最后是环境适应性高,耐高温、抗油污、抗磁场干扰,可在-40℃至80℃的工业环境中稳定工作,这些特性使其成为极端工业环境下的理想选择,如在汽车涂装车间,RFID标签可承受200℃高温烘烤,而条码则无法实现。
RFID工业自动技术的推广仍面临挑战,成本问题突出,高性能UHF标签单价虽已降至0.3-0.5元,但大规模应用下仍是一笔不小的投入,尤其对于中小制造企业;标准不统一导致兼容性难题,不同厂商的读写器与标签协议存在差异,增加了系统集成难度;数据安全风险不容忽视,RFID信号可能被恶意截取或篡改,需通过加密算法与访问控制机制保障数据安全,针对这些问题,行业正通过技术创新降低成本,如印刷电子标签技术可将成本降至0.1元以下;EPCglobal、ISO等组织持续推动标准统一,而国密算法的应用则为数据安全提供了可靠保障。

未来发展趋势呈现三大方向:一是与AI、大数据深度融合,通过机器学习分析RFID采集的海量数据,预测设备故障、优化生产排程;二是柔性化与微型化,柔性标签可附着于曲面或不规则物体,微型标签则能满足电子元件等小型物体的追踪需求;三是绿色化与可降解标签研发,响应环保要求,减少工业废弃物,随着5G、边缘计算等技术的协同发展,RFID工业自动技术将进一步突破实时性、准确性的限制,推动制造业向更高级的智能自治演进。
相关问答FAQs
Q1: RFID工业自动技术与传统条码技术相比有哪些核心优势?
A1: RFID技术核心优势在于非接触式批量读取(可同时识别多个标签,穿透非金属材质)、数据可重复擦写(支持动态更新信息)、环境适应性强(耐高温、抗油污、抗干扰),且无需可视对准即可读取,大幅提升工业场景下的读取效率与可靠性,在仓储盘点中,条码需逐个扫描,而RFID通道机可在3秒内完成整托盘货物的批量读取,效率提升数十倍。
Q2: 实施RFID工业自动系统面临的主要挑战及解决方案是什么?
A2: 主要挑战包括成本控制(标签与读写器初期投入较高)、标准兼容性(不同厂商协议差异)、数据安全(信号截取风险),解决方案包括:通过规模化生产与印刷电子技术降低标签成本;采用符合EPC、ISO国际标准的设备,并部署中间件进行协议转换;应用AES加密算法与动态密钥管理机制保障数据传输安全,同时结合权限控制与审计日志,防止未授权访问。