贴片BTL集成功放维修是一项需要细致操作和专业知识的工作,通常这类功放因其高集成度和紧凑的封装结构,一旦出现故障,往往需要结合电路原理、测量工具和经验判断来进行排查,BTL(桥接式负载)功放的特点是无需输出耦合电容,可直接驱动负载,且在相同电源电压下能输出更大的功率,但也因此对电路的对称性和元件参数的匹配要求较高,贴片封装的元件虽然节省了空间,但也给检测和更换带来了不便,维修时需格外小心。

维修前,首先应确认故障现象,常见的故障包括无声、声音小、失真、噪音大、发热异常等,根据不同现象,初步判断故障范围,完全无声通常涉及电源部分、功放块本身或保护电路;声音小可能增益不足或供电偏低;失真则可能是功放块性能下降、周边元件损坏或负载阻抗异常,准备必要的工具,如万用表(电压档、电阻档、二极管档)、示波器、电烙铁(建议用尖头细烙铁,温度可调)、吸锡器、焊锡丝、松香、放大镜(用于观察贴片元件)、热风枪(如需拆卸多引脚贴片IC)等,并确保操作环境干燥防静电。
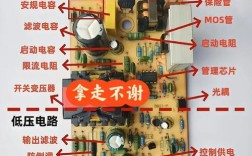
开始维修时,先断开电源,对电路板进行直观检查,观察是否有明显烧焦的元件、鼓包的电容、开裂的电阻、虚焊或脱焊的焊点,特别是贴片电解电容,是故障高发区,对于BTL功放,需重点检查电源供电部分,包括滤波电容是否失效、降压电路(如使用1117这类LDO时,需检查输入输出电压是否正常)是否工作稳定,贴片1117稳压芯片常用于为功放提供稳定的低压电源,其常见故障为输出电压异常(无输出或电压偏低),可能原因包括输入电压缺失、接地不良、自身损坏或负载短路,测量1117时,需用万用表分别测其输入脚(Vin)、输出脚(Vout)和接地脚(GND)的电压,正常情况下Vin应比Vout高约1.2-1.3V(1117的典型压差),若Vin正常而Vout异常,则1117可能损坏。
若电源部分正常,再检查功放块的供电引脚电压,BTL功放一般有两路对称的电源输入(正负电源)或单电源供电,需确认供电电压是否符合规格,检查功放块的静音控制脚、待机控制脚等关键控制引脚的电压是否处于正常工作状态(如高电平或低电平有效,需参考具体型号 datasheet),贴片功放块的引脚间距小,测量电压时可用万用表表笔尖小心接触,避免短路相邻引脚。
若供电和控制信号均正常,但仍无输出或异常,则需进一步检查功放块本身及周边元件,BTL功放的输出端通常直接接负载(如扬声器),需先断开负载,测量输出端对地电阻,判断是否存在短路或严重漏电,正常情况下,输出端电阻应较大(数百欧姆以上,具体取决于功放型号和供电电压),若输出端短路,需排查是否为负载问题(如扬声器音圈烧毁)或功放块内部击穿,功放块内部击穿是常见故障,可能表现为供电回路电流过大(可测电源总电流判断,或测限流电阻是否发烫)、多引脚对地电阻异常等,若确认功放块损坏,需更换同型号贴片功放,更换时注意焊接温度和时间,避免损坏新元件,同时确保焊点饱满无虚焊。

对于声音小或失真的故障,除检查供电外,还需检查功放的反馈网络、输入耦合电容等,贴片电容的故障多为容量减小或漏电,可用万用表电容档或替换法判断,反馈电阻的阻值变化也会影响增益,需用万用表精确测量,BTL功放的对称性很重要,若两桥臂的元件参数不一致,可能导致输出波形不对称,产生失真,维修时,可用示波器观察输入输出波形,对比正常波形与故障波形的差异,缩小故障范围。
贴片元件的焊接与拆卸是维修的关键步骤,拆卸贴片IC时,建议使用热风枪,温度控制在300-350℃,风速适中,用镊子轻触IC,待焊锡熔化后取下,避免用力过猛损坏焊盘,焊接时,先在焊盘上上锡,再将IC对准焊盘,用烙铁逐个引脚焊接,确保引脚与焊盘良好连接,避免桥连,对于贴片电阻、电容等小元件,可用烙铁尖蘸取少量焊锡,快速焊接,避免过热损坏元件。
维修完成后,需进行通电测试,先不接负载,测功放块各引脚电压是否正常,确认无异常后再接入负载,逐步增大音量,观察功放是否工作正常,有无发热、失真等现象,对于使用1117供电的电路,需重点检查其输出电压是否稳定,在功放工作时有无波动,避免因供电不足导致功放工作异常。
相关问答FAQs:

-
问:贴片BTL功放维修时,如何判断是功放块损坏还是外围元件故障?
答:可通过以下步骤判断:①断开负载,测功放块输出端对地电阻,若短路或阻值极低,可能是功放块内部击穿;②测功放块供电引脚电压,若正常但无输出,且控制脚电压也正常,可能是功放块损坏;③测外围关键元件(如供电滤波电容、反馈电阻、耦合电容)是否异常,若外围元件均正常,则功放块损坏的可能性较大;④可用替换法,更换同型号功放块,若故障排除,则确认功放块损坏。 -
问:维修贴片BTL功放时,更换贴片功放块需要注意哪些问题?
答:①确保更换的功放块型号与原型号完全一致,或参数兼容(如供电电压、封装形式、引脚定义等);②拆卸旧功放块时,避免使用蛮力损坏焊盘,热风枪温度控制得当,防止PC板变形;③焊接新功放块时,引脚要对准焊盘,焊接温度不宜过高(烙铁温度建议300-350℃),焊接时间不宜过长,避免损坏内部电路;④焊接后需检查有无桥连、虚焊,可用放大镜观察或用万用表测引脚与焊盘的连通性;⑤通电测试前,再次确认电源部分正常,避免因短路等原因再次损坏新功放块。