焊接技术作为现代制造业的核心工艺之一,涵盖了从传统手工焊到先进自动化焊接的多种方法,其中钨极氩弧焊(Tungsten Inert Gas Welding,简称TIG焊)因其在高质量焊接领域的独特优势,被广泛应用于航空航天、能源、化工、医疗器械等对焊接质量要求极高的行业,本文将围绕钨极氩弧焊的技术原理、工艺特点、设备组成、操作要点及应用领域展开详细阐述,并辅以常见问题解答,帮助读者全面了解这一精密焊接技术。

钨极氩弧焊的技术原理与工艺特点
钨极氩弧焊属于非熔化极气体保护焊,其核心原理是利用钨电极作为负极(接焊接电源负极),工件作为正极(接电源正极),在两极间施加高频高压或脉冲引弧,使钨极与工件之间产生电弧,电弧热量熔化母材及填充焊丝(若使用),形成熔池,通过喷嘴喷出的惰性气体(通常为氩气,Ar)对熔池、钨极及热影响区进行有效保护,隔绝空气中的氧、氮、氢等有害气体,防止焊缝金属氧化、氮化及产生气孔,从而获得纯净、致密、力学性能优良的焊缝。
与焊接方法相比,钨极氩弧焊具有以下显著工艺特点:
- 焊缝质量高:惰性气体保护效果优异,焊缝金属纯净,杂质少,尤其适合焊接活泼金属(如铝、钛、镁及其合金)和不锈钢、高温合金等材料,焊缝成形美观,无需或少需焊后清理。
- 电弧稳定性好:钨极熔点高(约3410℃),电流密度允许范围大,电弧燃烧稳定,可精确控制热输入,适用于薄板(0.5mm以下)和精密构件的焊接。
- 适用范围广:可焊接几乎所有金属及合金,包括异种金属(如铝与钢、铜与钛)的焊接,且可进行全位置焊接(平、立、横、仰)。
- 操作灵活:可采用手工焊、半自动焊和自动焊三种方式,手工焊时焊工可实时调整焊接参数和焊丝送进角度,适应复杂接头形状。
- 热影响区小:电弧集中,热输入可控,对母材的热损伤较小,尤其适合焊接薄壁件和热敏材料。
但钨极氩弧焊也存在一定局限性:焊接效率较低(尤其厚板焊接时),对焊工操作技能要求高,钨极在高温下可能发生烧损或污染(若电流过大或保护不良),且氩气成本较高,需消耗量较大。
钨极氩弧焊的设备组成与关键参数
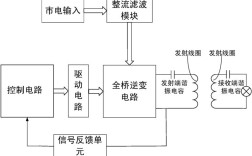
钨极氩弧焊系统主要由焊接电源、焊枪、供气系统、水冷系统(大电流时使用)、控制系统及焊丝等部分组成,各部分功能及关键参数如下:

焊接电源
电源是焊接系统的核心,直接影响电弧稳定性和焊接质量,TIG焊常采用直流电源(DC)、交流电源(AC)或脉冲电源(Pulse DC):
- 直流正接(DCEN):工件接正极,钨极接负极,电子从钨极流向工件,钨极发热少,熔深大,适用于焊接不锈钢、钛合金、镍基合金等高熔点材料。
- 直流反接(DCEP):工件接负极,钨极接正极,电子从工件流向钨极,钨极发热严重,但电弧具有“阴极清理作用”(可去除铝、镁表面的氧化膜),仅适用于焊接铝、镁等活泼金属薄板。
- 交流电源:兼具正接和反接的优点,反接时清理氧化膜,正接时保证熔深,是焊接铝、镁合金的常用电源。
- 脉冲电源:通过脉冲电流(峰值电流+基值电流)控制热输入,适用于薄板、全位置焊接及热敏感材料,可减少变形和晶粒粗大。
焊枪与钨极
焊枪用于夹持钨极、传导电流、输送保护气体,其大小和结构需根据焊接电流和工件形状选择,钨极是TIG焊的“心脏”,常用钨极类型及特性如下:
| 钨极类型 | 成分(质量分数) | 特点 | 适用电流范围(A) |
|---|---|---|---|
| 纯钨极(W) | ≥99.95% W | 电子发射性好,但载流能力低,易烧损 | 直流≤200,交流≤150 |
| 钍钨极(W-Th) | ThO₂ 1.5%-2.0% | 引弧容易,电弧稳定,寿命较长,有微量放射性 | 直流≤400,交流≤250 |
| 铈钨极(W-Ce) | CeO₂ 2.0%-3.0% | 无放射性,引弧性能优于纯钨,电流密度高 | 直流≤300,交流≤200 |
| 镧钨极(W-La) | La₂O₃ 1.0%-2.5% | 电弧稳定性好,烧损率低,适用交流焊接 | 直流≤500,交流≤300 |
| 锆钨极(W-Zr) | ZrO₂ 0.15%-0.40% | 引弧性能优异,电弧指向性好,适用于窄间隙焊 | 直流≤150,交流≤100 |
钨极尖端角度(通常为30°-60°)和长度需根据电流大小调整:电流越大,尖端角度越小(30°左右),伸出喷嘴长度越短(3-5mm),以避免过热烧损。
保护气体系统
保护气体是防止焊缝氧化的关键,TIG焊主要采用纯氩气(纯度≥99.99%),对于特殊材料(如铜、钛)可添加少量氦气(He)以提高电弧温度和熔深,气体流量需严格控制:流量过小(<8L/min)时保护不足,易产生气孔;流量过大(>15L/min)时易形成紊流,卷入空气,通常推荐流量为8-12L/min。

焊丝与填充材料
焊丝成分需与母材匹配,例如焊接不锈钢时采用不锈钢焊丝(如ER308、ER316),焊接铝合金时采用铝硅焊丝(如ER4043、ER5356),焊丝直径根据板厚选择(薄板用0.8-1.2mm,厚板用1.6-2.4mm),送进角度通常为10°-15°,与工件表面保持短距离(3-5mm),避免破坏电弧稳定性。
钨极氩弧焊的操作要点与质量控制
操作要点
- 焊前准备:彻底清理待焊区域(油、锈、氧化皮),不锈钢需用丙酮擦拭,铝材需用不锈钢刷打磨至金属光泽;根据接头形式(对接、搭接、T形接等)加工坡口(通常为I形、V形或U形),间隙控制在0.5-2mm;选择合适的钨极和电流,检查焊枪气路、水路是否畅通。
- 引弧与收弧:高频引弧时,钨极与工件轻轻接触后迅速提起(距离2-3mm)形成电弧;直流引弧可采用划擦法,收弧时需填满弧坑,防止弧坑裂纹,可采用电流衰减功能,逐步减小电流至熄弧。
- 焊接参数控制:根据板厚和材料选择电流(例如1mm不锈钢薄板,电流可设为60-80A;10mm铝板,交流电流可设为150-200A);电弧长度控制在2-4mm(短弧焊接可提高保护效果和熔深);焊接速度均匀,避免过快(未焊透)或过慢(烧穿、变形)。
- 气体保护效果检查:焊后观察焊缝颜色,不锈钢银白色至淡黄色为合格(蓝黑色、灰色说明保护不足);铝合金银白色为合格(灰白色、黑色说明氧化严重)。
质量控制常见问题及对策
- 气孔:原因包括气体纯度不足、流量不当、焊件清理不彻底、钨极污染等;对策是选用高纯氩气、调整流量、加强焊前清理、定期修磨钨极。
- 未焊透/未熔合:原因包括电流过小、速度过快、坡口间隙不足、电弧偏吹等;对策是增加电流、降低速度、保证间隙、调整焊枪角度。
- 裂纹:原因包括热输入过大、焊缝应力集中、材料硫磷含量高等;对策是采用脉冲电流减少热输入、焊前预热(厚板)、选用低杂质焊丝。
钨极氩弧焊的应用领域
凭借其高质量和高精度特点,钨极氩弧焊在高端制造领域不可替代:
- 航空航天:焊接飞机发动机部件(涡轮盘、燃烧室)、机身结构件(铝合金蒙皮、钛合金框架)、航天器燃料箱等,要求焊缝无缺陷、耐高温高压。
- 能源行业:核电站管道(不锈钢、锆合金)、燃气轮机叶片(高温合金)、太阳能集热器(铜铝复合板)的焊接,需保证长期服役的可靠性。
- 化工与医疗:化工反应釜(钛材、哈氏合金)、医疗器械(植入体、手术器械)的焊接,要求耐腐蚀、无污染。
- 精密制造:薄壁电子元件(0.1mm以下箔材)、仪表零件、艺术品修复等,需精确控制热输入和变形。
相关问答FAQs
Q1:钨极氩弧焊焊接铝材时,为什么必须采用交流电源?
A:铝材表面易致密氧化铝(Al₂O₃),其熔点(约2050℃)远高于铝基体(约660℃),直流反接虽具有阴极清理作用(正离子轰击氧化膜),但钨极发热严重,寿命短;直流正接虽钨极稳定,但无法清理氧化膜,交流电源通过反接半波清理氧化膜,正接半波保证熔深和钨极寿命,是焊接铝材的理想选择。
Q2:如何解决钨极氩弧焊焊接过程中钨极“打火”(即钨极与工件短路)的问题??
A:钨极打火主要因钨极与工件接触时间过长或电流过大导致,解决方法包括:① 调整高频引弧时间,缩短接触瞬间;② 根据钨极直径选择合适电流(如φ2.5mm铈钨极,直流电流不宜超过200A);③ 修磨钨极尖端至合适角度(30°-60°),避免尖端过钝;④ 保持喷嘴与工件距离稳定(通常10-15mm),防止焊枪晃动导致短路。