第一部分:安全第一!维修前的准备工作
在开始任何维修之前,必须遵守以下安全准则,否则有触电和设备损坏的风险!

(图片来源网络,侵删)
- 断电并放电:
- 确保焊机已完全脱离市电(拔掉电源插头)。
- 对于大功率设备,即使断电,主变压器和滤波电容中仍可能储存有高压电,必须用大功率电阻(几百瓦的线绕电阻)对主滤波电容进行放电,操作时需佩戴绝缘手套。
- 隔离设备:
- 将焊机放置在干燥、绝缘的工作台上。
- 在焊接回路(输出端)和主电源回路之间做好绝缘隔离。
- 使用专业工具:
- 使用带有绝缘手柄的螺丝刀、剥线钳等工具。
- 万用表是必备工具,最好使用数字万用表(DMM)。
- 佩戴防护装备:
佩戴绝缘手套和护目镜,防止电击和电弧光伤害。
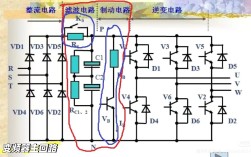
第二部分:ZX7-200的基本工作原理
了解原理有助于快速定位故障,ZX7-200的核心是“晶闸管整流+脉冲移相控制”。
- 主电源回路:
- 220V或380V交流电 → 主变压器(降压)→ 整流桥(将交流电变成脉动直流)→ 滤波电抗器和电容(平滑直流)→ 晶闸管(SCR) → 输出端。
- 控制回路:
- 从主电源取一小部分电压,经过变压器降压、整流、滤波后,为控制板(通常称为“触发板”或“主板”)供电。
- 控制板的核心是一个“脉冲形成与移相电路”(常见型号如KJ008、KC系列等芯片)。
- 电流/电位器:焊机面板上的“电流调节”旋钮,实际上是一个电位器,它通过改变控制板上一个比较点的电压,来控制晶闸管的触发脉冲相位。
- 工作过程:当你增大电流时,电位器使控制板的输出脉冲提前,晶闸管导通时间变长,输出的平均电压升高,焊接电流就增大,反之亦然。
故障通常发生在两大块:主功率回路(强电)和控制回路(弱电)。
第三部分:常见故障现象与排查流程
故障现象一:整机无反应,指示灯不亮
分析: 故障在主电源输入部分或主电源回路。

(图片来源网络,侵删)
排查步骤:
- 检查电源:
- 确认电源插座有电,可以用其他电器测试。
- 检查焊机电源线是否完好,插头是否松动。
- 检查输入保险丝(FU1):
- 这是最常见的故障点,找到电源开关旁的保险丝座,打开检查保险丝是否熔断。
- 如果熔断: 不要直接更换新的!必须先查明熔断原因,可能是后续电路有严重短路,更换更大容量的保险丝会导致更严重的损坏。
- 检查短路点:
- 用万用表“二极管档”或“电阻档”测量电源进线端(L, N)之间的电阻,正常情况下,应该只有变压器初级线圈的阻值(通常几欧到十几欧),如果阻值接近0Ω,说明输入端有短路。
- 依次断开主变压器初级、整流桥的输入端,分段测量,找到短路点。
- 检查电源开关(S1):
用万用表电阻档测量开关两端,在拨动开关时,看阻值是否能从无穷大变为0Ω,如果开关损坏,会处于断路状态。
- 检查主变压器(T1):
如果保险丝完好但机器没反应,可以测量变压器初级和次级线圈是否通断,初级线圈阻值较大,次级线圈阻值很小,如果线圈开路,变压器损坏。
故障现象二:有“嗡嗡”声,但无输出或输出电流极小
分析: 通常是主功率回路中的某个环节开路或触发板不工作,导致没有电流通过。

(图片来源网络,侵删)
排查步骤:
- 听声音来源:
- “嗡嗡”声通常是主变压器在通电但次级负载未接通时的声音,这表明主电源输入、变压器、整流桥部分是好的,问题出在晶闸管之后。
- 检查输出电缆和焊钳:
- 检查输出电缆内部是否断线(可以用万用表电阻档测量两端)。
- 检查焊钳和电缆接头是否接触良好。
- 检查晶闸管(SCR1 & SCR2):
- 这是高频故障点,晶闸管在过流、过压或负载冲击下容易击穿。
- 测量方法: 将焊机断电,并给主滤波电容放电,用万用表“二极管档”或“电阻档(R*1k档)”测量晶闸管的三个极:
- 阳极 和 阴极: 正常情况下,正反向都应呈高阻值(兆欧级别),如果正反向电阻都很小或为0,说明晶闸管已击穿短路。
- 门极 和 阴极: 正向(红笔接门极,黑笔接阴极)应有一个较小的正向压降(约0.7-1.0V),反向应不通,如果门极开路或短路,晶闸管无法被触发。
- 更换: 如果确认晶闸管损坏,必须更换同型号、同参数的晶闸管,注意安装时涂抹导热硅脂,并确保散热器安装牢固。
- 检查触发脉冲(控制板):
- 如果晶闸管完好,但无输出,很可能是控制板没有发出触发脉冲。
- 测量触发脉冲: 这需要一定的电子基础,在有条件的情况下,可以用示波器观察控制板输出到晶闸管门极的脉冲信号,没有示波器,维修难度较大。
- 检查控制板供电: 测量控制板上的电源电压是否正常(通常是+12V, +15V, -9V等,具体看电路图)。
- 检查电位器: 检查电流调节电位器本身是否损坏或接触不良。
- 更换控制板: 如果怀疑控制板损坏,且无法修复,最简单的方法是更换一块同型号的触发板,购买时需提供焊机型号或控制板上的型号。
故障现象三:电流不可调,或电流不稳
分析: 问题集中在控制回路,特别是电流给定和脉冲移相部分。
排查步骤:
- 检查电流调节电位器(RP1):
- 这是最常见的原因,电位器因频繁使用或灰尘进入,内部碳膜磨损,导致接触不良或阻值变化异常。
- 测量方法: 在通电状态下,缓慢旋转电位器,用万用表测量其动片与两端固定片之间的阻值,看是否平滑变化,如果出现跳变或无穷大,就是电位器坏了。
- 更换: 更换一个同阻值(例如10kΩ, 4.7kΩ等,看原标注)的精密电位器。
- 检查控制板上的反馈电路:
有些焊机设计有电流反馈,以稳定输出,检查反馈信号取样电阻(通常是一个小阻值、大功率的锰铜丝电阻)是否开路或阻值变化。
- 检查控制板上的电容:
控制板上用于滤波或定时的电容(如电解电容)如果失效,会导致工作点漂移,引起电流不稳,可以观察电容是否有鼓包、漏液现象,或用万用表电容档测量。
- 检查触发脉冲的一致性:
如果两个晶闸管的触发脉冲不对称,会导致输出波形不平衡,电流不稳,这通常指向控制板本身的问题。
故障现象四:输出电流偏小,但调节正常
分析: 可能是电网电压过低,或是主回路中存在额外的压降。
排查步骤:
- 检查输入电压: 用万用表测量输入的交流电压是否过低(低于额定值很多)。
- 检查主回路连接点: 检查主变压器输出端、整流桥输出端、晶闸管端子、输出接线端子的螺丝是否松动,接触不良会产生很大的压降,导致输出功率不足。
- 检查整流桥和晶闸管: 虽然没有完全损坏,但性能可能下降,用万用表测量其正向压降,是否比正常值高很多。
第四部分:常见易损元器件清单
| 元件名称 | 作用 | 故障现象 | 检查方法 |
|---|---|---|---|
| 输入保险丝 (FU1) | 主电源过流保护 | 熔断,机器无反应 | 目测,万用表通断档 |
| 晶闸管 | 控制输出电流大小 | 击穿短路,无输出;开路,无输出 | 万用表二极管/电阻档测极间电阻 |
| 电流调节电位器 | 设定焊接电流 | 电流跳变、不稳、不可调 | 万用表测阻值是否平滑变化 |
| 整流桥 | 将交流变脉动直流 | 击穿短路,导致保险熔断;开路,输出不足 | 万用表二极管档测四个二极管 |
| 主滤波电容 | 平滑直流电 | 容量减小,输出电压纹波大,电流不稳 | 目测鼓包,万用表电容档测容量 |
| 控制板电源 | 为控制电路供电 | 控制板不工作,无输出 | 测量控制板上的稳压输出电压 |
| 输出电缆/焊钳 | 输出焊接电流 | 断线,接触不良,无输出或电流小 | 万用表电阻档通断测量 |
第五部分:总结与建议
- 先易后难: 从最简单的保险丝、电位器、开关开始检查,再逐步深入到主回路和控制板。
- 测量是关键: 善用万用表,通过测量电压、电阻、通断来判断故障点。
- 注意隔离: 强电部分和弱电部分要分开检查,避免误判和损坏。
- 寻找图纸: 如果手头有该型号的电路原理图,维修将事半功倍,可以在网上搜索“ZX7-200 电路图”。
- 更换配件: 对于晶闸管、控制板等核心部件,建议购买原厂或质量可靠的替换件,电位器也要选用质量好的。
- 寻求专业帮助: 如果以上步骤都无法解决问题,或者对电子电路不熟悉,建议将焊机送到专业的电器维修点进行处理,以免造成更大的损坏或安全事故。
希望这份详细的维修指南能帮助您解决问题!祝您维修顺利!