重要安全提示
在进行任何维修操作之前,请务必遵守以下安全准则:

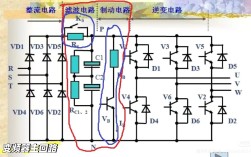
(图片来源网络,侵删)
- 断电操作:必须切断总电源,并在电源开关处挂上“禁止合闸,有人工作”的警示牌。
- 锁定挂牌:确保设备已完全锁定,防止意外启动。
- 专人监护:最好有另一名工人在场,以防发生意外。
- 熟悉设备:在维修前,务必熟悉该设备的结构和操作手册。
- 专业资质:对于复杂的机械或电气故障,建议由持证的专业维修人员进行处理。
主轴系统故障
主轴系统是钻床的核心,其故障直接影响加工精度和效率。
故障现象 1:主轴没有转速(主轴不转)
| 可能原因 | 分析与诊断 | 维修方法 |
|---|---|---|
| 电源未接通或主电路故障 | 检查电源开关、保险丝是否熔断,断路器是否跳闸。 | 恢复供电,更换同规格保险丝,复位断路器。 |
| 主电机故障 | 用万用表或兆欧表检查电机绕组是否短路、断路或对地短路,听电机是否有“嗡嗡”声但不转,可能是单相或电容问题(针对单相电机)。 | 拆卸电机,进行修理或更换同型号电机。 |
| 主轴箱内变速箱故障 | 检查变速箱内的摩擦片是否严重磨损、打滑,或拨叉是否脱落,导致动力无法传递。 | 拆卸主轴箱,检查并更换磨损的摩擦片、修复或更换损坏的拨叉。 |
| 电气控制线路故障 | 检查接触器、热继电器、按钮开关等控制元件是否损坏或线路接触不良、断路。 | 使用万用表排查线路,修复或更换损坏的电气元件。 |
故障现象 2:主轴转速异常(转速低、异响、过热)
| 可能原因 | 分析与诊断 | 维修方法 |
|---|---|---|
| 皮带打滑或过松 | 检查电机与变速箱之间的三角皮带是否松弛、磨损或有油污。 | 调整电机底座的位置,张紧皮带,清理油污,严重磨损的皮带应成组更换。 |
| 变速箱内缺油或油质劣化 | 检查油标,看油位是否过低;检查油液是否过脏、含有金属粉末。 | 按要求加注规定型号和数量的润滑油,清洗油箱,更换新油。 |
| 轴承损坏 | 主轴轴承或变速箱内轴承损坏会产生异响和振动,导致转动不灵活。 | 拆卸相关部件,更换同型号、同精度的轴承,注意安装时要使用专用工具,保证精度。 |
| 变速箱内齿轮、拨叉损坏 | 齿轮磨损、断齿或拨叉变形,会导致传动不平稳,产生异响。 | 拆卸检查,更换损坏的齿轮或拨叉。 |
故障现象 3:主轴轴向窜动大,径向跳动大
| 可能原因 | 分析与诊断 | 维修方法 |
|---|---|---|
| 主轴轴承间隙过大 | 长期使用导致轴承磨损,使主轴失去径向和轴向的定位精度。 | 调整轴承的锁紧螺母,减小间隙,如果调整无效,则需更换轴承。 |
| 主轴本身弯曲或精度丧失 | 严重超载或碰撞可能导致主轴变形。 | 拆下主轴送到机修厂进行校直或直接更换新主轴。 |
| 主轴锁紧机构松动 | 主轴在加工时未锁紧或锁紧力不足。 | 加工前必须锁紧主轴,检查锁紧机构的可靠性,修复或更换损坏的锁紧装置。 |
摇臂与升降故障
摇臂的灵活升降和可靠夹紧是保证操作便利和安全的关键。
故障现象 1:摇臂升降困难或无法升降
| 可能原因 | 分析与诊断 | 维修方法 |
|---|---|---|
| 升降电机故障 | 电机烧毁、线路断路或制动器(抱闸)未松开。 | 检查电机和线路,修复或更换电机,调整或修复制动器机构。 |
| 升降丝杠或螺母损坏 | 丝杠弯曲、螺母磨损或有异物卡死。 | 拆卸摇臂,清理丝杠和螺母,更换损坏的丝杠或螺母。 |
| 升降传动机构卡滞 | 齿轮、蜗轮蜗杆等传动部件损坏或啮合不良。 | 拆卸检查传动箱,修复或更换损坏的零件。 |
| 润滑不良 | 丝杠、导轨等运动副缺油,导致摩擦力过大。 | 加注润滑脂或润滑油,保证各运动副充分润滑。 |
故障现象 2:摇臂夹紧后仍松动,或夹紧/松开动作不灵敏
| 可能原因 | 分析与诊断 | 维修方法 |
|---|---|---|
| 夹紧机构磨损 | 夹紧块、夹紧套或杠杆等零件磨损,导致夹紧力不足。 | 拆卸检查,更换磨损的夹紧元件。 |
| 夹紧力调整不当 | 夹紧弹簧的预紧力太小或液压/气压系统的压力不足。 | 重新调整夹紧力,使其符合设备要求。 |
| 电气联锁故障 | 夹紧未到位就启动主轴,或夹紧/松开限位开关失灵。 | 检查并调整限位开关的位置,修复或更换损坏的开关。 |
| 夹紧机构有异物或油污 | 影响夹紧块的正常移动。 | 清理夹紧机构,去除油污和异物。 |
立柱与回转故障
立柱的回转应平稳、无阻滞。
故障现象:立柱回转困难或异响
| 可能原因 | 分析与诊断 | 维修方法 |
|---|---|---|
| 回转蜗轮副磨损或损坏 | 蜗轮蜗杆是立柱回转的核心部件,磨损后会产生间隙和异响。 | 拆卸检查,更换磨损的蜗轮或蜗杆。 |
| 缺少润滑油 | 立柱内部的回转蜗轮副和导轨缺油。 | 从指定的油孔注入足量的润滑脂。 |
| 回转轴套或轴承损坏 | 轴承损坏会导致转动不平稳,有异响。 | 拆卸并更换损坏的轴承或轴套。 |
| 外部杂物进入 | 立柱底部或回转区域有切屑、杂物卡住。 | 清理立柱周围的杂物,确保回转空间畅通。 |
进给系统故障
进给系统的故障直接影响钻孔的精度和表面质量。

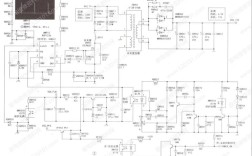
(图片来源网络,侵删)
故障现象:进给量不稳定或无法进给
| 可能原因 | 分析与诊断 | 维修方法 |
|---|---|---|
| 进给手柄或机构磨损 | 手柄空行程大,或内部的齿轮、离合器磨损,导致进给不精确。 | 拆卸进给箱,检查并修复或更换磨损的零件。 |
| 进给丝杠与螺母间隙过大 | 长期使用导致丝杠和螺母磨损,产生轴向间隙。 | 调整双螺母结构以消除间隙,或更换新的丝杠螺母副。 |
| 主轴箱平衡装置失效 | 主轴箱的配重块脱落或钢丝绳断裂,导致进给时阻力异常。 | 检查并修复平衡装置,重新挂好钢丝绳,配好配重块。 |
| 保险销(安全销)频繁折断 | 进给量过大或遇到硬质材料,导致过载保护起作用。 | 更换新的保险销,并检查原因,避免超负荷工作。 |
冷却系统故障
冷却系统为钻头提供冷却液,延长刀具寿命,提高加工质量。
故障现象:冷却液没有或不通畅
| 可能原因 | 分析与诊断 | 维修方法 |
|---|---|---|
| 冷却泵不工作 | 检查冷却泵电机是否损坏,线路是否断路。 | 修理或更换冷却泵电机。 |
| 管道堵塞或泄漏 | 检查从泵到喷嘴的整个管路,看是否有被切屑堵塞或接头处泄漏。 | 疏通堵塞的管道,更换老化的密封圈或修复泄漏的接头。 |
| 冷却液箱液位过低 | 液位低于泵的吸入口,导致泵空转。 | 添加足量的冷却液。 |
| 喷嘴堵塞 | 钻孔时,喷嘴被切屑或杂物堵住。 | 拆卸并清理喷嘴。 |
电气系统故障
电气系统是设备的“神经”,故障表现形式多样。
故障现象:整机无电,部分功能失效,或电机过热跳闸
| 可能原因 | 分析与诊断 | 维修方法 |
|---|---|---|
| 电源总开关故障 | 开关触点氧化、烧蚀或内部机构损坏。 | 更换同型号的电源总开关。 |
| 控制变压器损坏 | 为控制电路提供低压电的变压器烧毁。 | 用万用表测量,确认后更换变压器。 |
| 继电器、接触器线圈烧毁或触点粘连 | 导致控制逻辑混乱或电机无法启动。 | 更换同型号的继电器或接触器。 |
| 热继电器跳闸 | 电机过载导致热继电器保护性动作。 | 查找过载原因(如负载过大、电机缺相),排除故障后复位热继电器。 |
| 线路老化、短路或断路 | 检查各连接线、线槽内的电线是否有破损、老化现象。 | 修复破损的绝缘层,更换老化的电线,重新接好断开的线路。 |
预防性维护建议
“治未病”远比“治已病”重要,对于3050摇臂钻床,建议做好以下日常维护:
- 清洁:班前班后清理设备上的铁屑、油污,保持导轨、丝杠等运动面的清洁。
- 润滑:严格按照设备润滑图表的要求,在规定的时间、用规定的油品,对指定的注油点进行润滑,这是预防机械磨损最有效的方法。
- 紧固:定期检查并紧固所有松动的重要螺栓和螺母,特别是地脚螺栓、主轴箱连接螺栓等。
- 检查:开机前检查各手柄是否在正确位置,限位开关是否灵敏,运行中注意听有无异响,看有无异常振动。
- 保养:定期检查和更换冷却液、变速箱内的润滑油,定期检查电气元件的紧固和接线情况。
通过以上系统性的分析和维修指南,希望能帮助您快速定位并解决3050摇臂钻床的故障,恢复其正常运转。

(图片来源网络,侵删)